Srednje i debele ploče naširoko se koriste u raznim područjima kao dijelovi za naprezanje, kao što su buldožeri, bageri, utovarivači, željeznički putnički vagoni i drugi građevinski strojevi i lokomotive. Srednje i teške ploče obično se odnose na metalne ploče debljine između 4,5 i 25 mm. Metode oblikovanja srednjih i teških ploča uglavnom uključuju: oblikovanje savijanjem s kočnicom za prešanje, oblikovanje strojeva za valjanje i oblikovanje s prešanjem. Savijanje (preklapanje) je široko korištena i bogata metoda oblikovanja linije proizvoda za srednje i debele ploče.
Poteškoće savijanja ploča su dugi izratci, visoki tlak, teško oblikovanje, niska učinkovitost i teško kontrolirana preciznost. Konačni rezultat savijanja je sveobuhvatan odraz parametara materijala, parametara procesa i parametara kalupa. Razuman dizajn ovih parametara ključ je za poboljšanje performansi savijanja srednjih i debelih ploča.

Tonaža preše kočnice (stroj za savijanje kočnica)
Prvi problem s kojim se susreće savijanje srednjih i debelih ploča je izbor tonaže stroja za savijanje s kočnicom za prešanje i da li nosivost učvršćenja i kalupa zadovoljavaju zahtjeve.
Silu F primjenjuje stroj za savijanje kočnice za prešanje kako bi pokrenuo međusobno kretanje između gornjeg i donjeg kalupa, čime se savija ploča. Za savijanje ploča od ugljičnog čelika od 90°, WILA daje empirijsku vrijednost naprezanja ploče, kao što je prikazano u tablici 1. Kada je debljina ugljičnog čelika 20 mm, može se odabrati donja matrica s V=160 mm. U ovom trenutku, sila opterećenja stroja za savijanje je 150t/m.
F=sila po jedinici duljine (t/m);
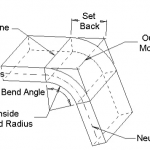
S= debljina materijala (mm);
ri= radijus savijanja unutarnjeg kuta (mm);
V = donja veličina otvora matrice (mm);
B= najkraći rub prirubnice (mm) );
aluminij: F×50%;
aluminijska legura: F×100%;
nehrđajući čelik: F×150%;
štancanje i savijanje: F×(3~5)

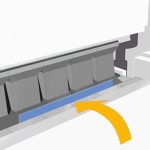
Teška hidraulička stezaljka
Metode nosivosti WILA gornjih hidrauličnih stezaljki za teške uvjete rada uključuju gornje opterećenje i opterećenje ramena, a maksimalno opterećenje je 250t/m odnosno 800t/m. Površina koja nosi silu učvršćenja usvaja CNC tehnologiju dubokog kaljenja. Tvrdoća po Rockwellu je 56~60HRC, a dubina stvrdnjavanja je do 4 mm, što ima visoku tvrdoću i jaku otpornost na habanje. Hidraulička stezaljka koristi hidrauličko brzo stezanje, a širenje hidrauličkog crijeva pokreće pomicanje steznog klina tako da kalup automatski sjedne i linija savijanja se automatski centrira. Za kalup za savijanje ukupne duljine od 6 metara, potrebno je samo oko 5 sekundi da se hidraulično stezanje u potpunosti stegne, a sveobuhvatna učinkovitost upotrebe je 3~6 puta veća od one kod običnog ručnog steznog sustava.

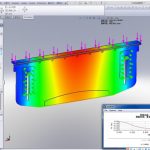
Radni stol za kompenzaciju teških strojeva
Za savijanje srednjih i debelih ploča, WILA-ina nova verzija mehaničkog kompenzacijskog stola za teške uvjete rada ne samo da može lako zadovoljiti zahtjeve opterećenja, već i kompenzirati otklon i deformaciju stroja za savijanje. Radni stol za mehaničku kompenzaciju prihvaća hidrauličko stezanje, površinska točnost može doseći ±0,01 mm, tvrdoća kamenog bunara je 56 ~ 60HRC, a dubina stvrdnjavanja je do 4 mm. Radni stol za mehaničku kompenzaciju prihvaća univerzalno UPB instalacijsko sučelje WILA, koje je jednostavno za instaliranje i ima veću preciznost. Također ima vlastita podešavanja smjera Tx i Ty, koja mogu osigurati da radni stol i stražnji mjerač ostanu paralelni u prednjem i stražnjem smjeru, te može izvršiti korekciju lokalnog kutnog odstupanja.

Teška matrica/alat za savijanje
Zbog debljine ploče, za savijanje srednjih i debelih ploča općenito se biraju donji kalup s većom veličinom otvora (V24~V300) i kalup veće nosivosti. Ukupne dimenzije kalupa su općenito velike, a težina kalupa je premašila normalni kapacitet rukovanja operatera. Uz pomoć valjkastih ležajeva, WILA-ina patentirana tehnologija E2M (Easy to Move) omogućuje operaterima da premještaju teške kalupe za savijanje prikladno, sigurno i brzo, uvelike štedeći vrijeme zamjene kalupa i prilagodbe stroja.
Mogu se ponuditi kalupi za savijanje s različitim oblicima noževa i nižim otvorima kalupa koji zadovoljavaju potrebe kupaca, kao što su ravni noževi, škampi s guščjim vratom, kalupi za filete i multi-V kalupi. Preciznim brušenjem ključnih dijelova, točnost dimenzija kalupa je čak ±0,01 mm. Kroz obradu CNC tehnologije dubokog kaljenja i kaljenja, tvrdoća kalupa može doseći 56 ~ 60HRC, a dubina očvrslog sloja može doseći 4 mm.

Za savijanje srednjih i debelih ploča s različitim debljinama ploča, WILA također nudi Multi-V kalupe, koji su dostupni u dva oblika: automatski podesivi V priključak i ručno podesivi V priključak, kao što je prikazano na slici 6. Putem numeričkog upravljačkog motora ili blok za podešavanje, veličina V otvora donjeg kalupa može se podesiti proizvoljno prema karakteristikama ploče, što je posebno prikladno za savijanje srednjih i debelih ploča s visokim odskokom i visokom čvrstoćom. U isto vrijeme, Multi-V kalup dolazi s kaljenim valjcima s niskim koeficijentom trenja, što može uvelike smanjiti vanjske nabore dijelova za savijanje, a istovremeno može smanjiti savijanje za 10%~30% u usporedbi s tradicionalni donji kalup.

Povezani proizvodi
 Kako odabrati tonažu hidraulične preše kočnice
Kako odabrati tonažu hidraulične preše kočnice- Koristite vještine CNC stroja za savijanje
- Princip rada i sastav CNC stroja za savijanje kočnica
- Kako odabrati prikladnu matricu za stroj za savijanje kočnica za prešanje
- Konvencionalni slijed savijanja i specifikacija za svakodnevnu upotrebu kalupa za savijanje
- Zašto dodati kompenzacijski sustav stroju za savijanje s kočnicom za prešanje
- Kako izračunati dopušteno savijanje za vaš press kočnicu
- Kineski kalup za kočnice za savijanje
- Od čega se izrađuju matrice za kočnice? Što je alat za kočnice?
- Prednosti i nedostaci strojeva za prešanje kočnica