Tonaža se odnosi na pritisak savijanja tijekom savijanja.
Savijanje se izvodi na stroju koji se zove stroj za presovanje, koji ima ručni i automatski način rada. Za različite materijale ploča i debljine ploča, dostupan je niz modela od 30T do 2200T. Kut savijanja određen je dubinom na kojoj se lim utiskuje u donju matricu. Ova dubina se precizno kontrolira kako bi se postiglo željeno savijanje. Stroj za hidraulične preše obično je opremljen skupom standardnih kalupa. Posebne izratke potrebno je prilagoditi posebnim kalupima. Izbor materijala matrice ovisi o količini proizvodnje, materijalu lima i stupnju savijanja.
Prvi problem pri odabiru stroja za kočnice s kojim se susrećete je kako izračunati tlak savijanja, koji određuje kolika vam je tonaža potrebna za kupnju kočnice za lim. Obično, kada ljudi izračunavaju tonažu hidrauličkog stroja za savijanje limova, mogu slijediti sljedeći grafikon tonaže stroja za savijanje.
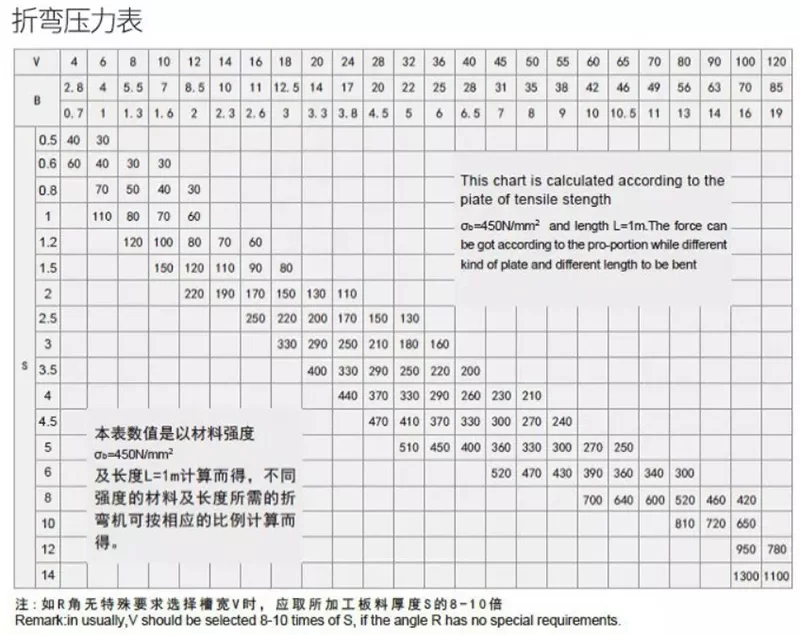
Vrijednost u grafikonu je pritisak savijanja kada je dužina lima jedan metar:
Za primjer S=4mm L=1000mm V=32mm, provjerite tablicu P=330KN. Ovaj grafikon se izračunava prema ploči vlačne čvrstoće i duljine L=1m. Sila se može dobiti prema proporciji, dok se različite vrste ploča i duljine savijaju. Kod savijanja drugih materijala, tlak savijanja je umnožak podataka u tablici i sljedećeg koeficijenta.
Bronca (meka): 0,5; Nehrđajući čelik: 1,5; aluminij (meki): 0,5; krom-molibdenski čelik: 2.
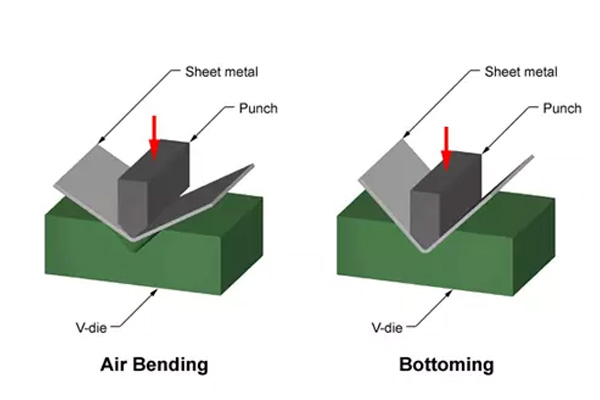
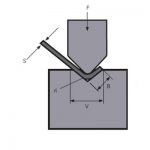
Sila potrebna za savijanje tanke metalne ploče izračunava se metodom V-savijanja, odnosno tanka se ploča utiskuje u kalup u obliku slova V pomoću probijača u obliku slova V. Sila savijanja može se izračunati prema debljini lima, otvoru matrice, duljini savijanja i konačnoj vlačnoj čvrstoći materijala. Omjer kalupa može se unijeti za izračunavanje otvora kalupa, obično 6 do 12 puta debljine lima. Općenito, kada je debljina 0-3 mm, koristimo 6 puta veću debljinu lima. Kada je debljina 3-10 mm, koristimo 8 puta debljinu lima. Kada je debljina veća od 10 mm, koristimo 12 puta debljine lima. Tada možete pomoću izračunate tonaže odabrati odgovarajući stroj za savijanje lima.
Približna formula za izračunavanje tlaka savijanja:
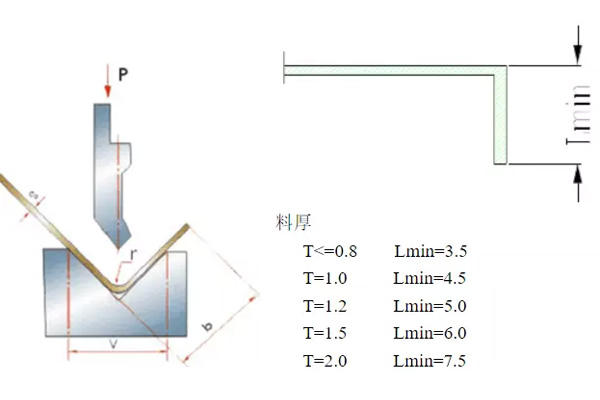
P: sila savijanja (KN)
S: Debljina ploče (mm)
L: širina ploče (m)
V: V-širina donje matrice (mm) V je 6-10 puta debljine ploče.
Iznad svega, kada izračunavate tonažu press kočnice, imat ćete dva načina: jedan je provjeriti grafikon tonaže kočnica za prešanje, a drugi je koristiti formulu.
Na primjer, vaša ploča je S=3mm L=3m, pa koliko vam tona treba?
Najprije provjeravamo grafikon tonaže presa kočnica, kada je S=3mm L=1m V=24mm P=250KN.
Dakle, ako je L=3m, ukupna tonaža je 250KNx3m=750KN=75T.
Zatim isprobavamo formulu, =73 tona. Rezultat je sličan vrijednosti koju dobivamo iz grafikona. Ako je ploča od nehrđajućeg čelika, ukupna tonaža je 75 tona x2=150 tona.
Uz pretpostavku da je najdeblji materijal 1/4 inča, 10 stopa slobodnog savijanja zahtijeva 165 tona, a savijanje s dnom (ispravljeno savijanje) zahtijeva najmanje 600 tona. Ako je većina dijelova 5 stopa ili kraća, tonaža je gotovo prepolovljena, što uvelike smanjuje troškove kupnje. Duljina dijela vrlo je važna za određivanje specifikacija novog stroja za kočnice.
Zhongrui je 10 najboljih proizvođača kočnica za prešanje u Kini, koji nudi profesionalno znanje o strojevima za savijanje i visokokvalitetni stroj za kočnice za prešanje za prodaju. Ako imate bilo kakve potrebe, kontaktirajte nas odmah!
Povezani proizvodi
 WILA učinkovito rješenje za savijanje srednjih i debelih ploča
WILA učinkovito rješenje za savijanje srednjih i debelih ploča- Kantonski sajam
- Kako izračunati dopušteno savijanje za vaš press kočnicu
- Što je Press Brake Crowning
- Koristite vještine CNC stroja za savijanje
- Princip rada i sastav CNC stroja za savijanje kočnica
- Kako odabrati prikladnu matricu za stroj za savijanje kočnica za prešanje
- Konvencionalni slijed savijanja i specifikacija za svakodnevnu upotrebu kalupa za savijanje
- Zašto dodati kompenzacijski sustav stroju za savijanje s kočnicom za prešanje
- Proračun sile savijanja prilikom slobodnog savijanja stroja za savijanje lima