Probijač/matrica za prešanje se dijeli na gornje i donje kalupe, koji se koriste za žigosanje limova za oblikovanje i odvajanje kalupa. Kalup za oblikovanje ima šupljinu, a kalup za odvajanje ima rezni rub. Probijanje/matrica stroja za presovanje ima veliki utjecaj na točnost obratka. U procesu savijanja, kalup je sve što dodiruje radni komad.
Kočnice za prešanje stroja za savijanje/kočnice su u obliku slova L, u obliku slova R, u obliku slova U, u obliku slova Z, itd. Gornja matrica je uglavnom 90 stupnjeva, 88 stupnjeva, 45 stupnjeva, 30 stupnjeva, 20 stupnjeva, 15 stupnjeva itd. kut. Donji kalup ima 4~18V dvostruki utor i jedan utor s različitim širinama utora, kao i R donji kalup, donji kalup pod oštrim kutom, kalup za izravnavanje itd.

Ultra visoka preciznost
Vrlo je važno da preciznost kalupa uvelike utječe na preciznost izratka tijekom procesa savijanja. Prije uporabe potrebno je provjeriti istrošenost kalupa. Metoda kontrole je mjerenje duljine od prednjeg kraja gornjeg kalupa do ramena i duljine između ramena donjeg kalupa. Za konvencionalne kalupe, odstupanje po metru treba biti oko ±0,0083 mm, a ukupno odstupanje duljine ne smije biti veće od ±0,127 mm. Što se tiče kalupa za precizno mljevenje, preciznost po metru treba biti ±0,0033 mm, a ukupna preciznost ne smije biti veća od ±0,0508 mm. Općenito se preporuča korištenje kalupa za fino mljevenje za elektrohidraulične strojeve za savijanje ili strojeve za savijanje torzijske osovine, te konvencionalne kalupe za ručne strojeve za savijanje.
Dio alata CNC stroja za kočnice kao što je dolje:

Automatska fiksna instalacija
Gornja matrica se postavlja kada se klizač podigne do gornje mrtve točke, a sustav stezanja kalupa može zadržati više kalupa na mjestu dok se ne primijeni pritisak stezanja.
Hidraulički sustav stezanja
Hidraulički sustav stezanja je najučinkovitija metoda stezanja. I novi i stari strojevi mogu koristiti ovaj sustav stezanja, štedeći vrijeme i troškove. Ako je nosiva površina starog stroja za savijanje oštećena, hidraulički sustav stezanja bit će najbolji izbor za otklanjanje oštećenja, a istovremeno će poboljšati učinkovitost stezanja i ugradnje.

Automatski stisnuti na mjesto
Kada se primijeni pritisak stezanja, gornja matrica se povlači prema gore i automatski se stisne na svoje mjesto. To eliminira potrebu pritiskanja gornjeg kalupa u dno kalupa tijekom procesa savijanja.
Izbor udarca/matrice
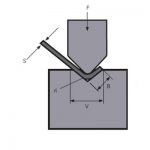
Prvo odredite debljinu lima koji se savija. Na primjer, želite savijati ploče debljine 0,75 mm do 6,30 mm. Zatim pomnožite debljinu najtanjeg lima sa 8 da biste procijenili minimalnu potrebnu veličinu V-matrice. U ovom primjeru, ploča od 0,75 mm je minimalni potreban kalup, dakle 0,75×8=6. Treće, pomnožite debljinu najdebljeg lima sa 8 da biste procijenili potrebnu maksimalnu veličinu matrice u obliku slova V.
princip 8 puta
To jest, otvor kalupa u obliku slova V trebao bi biti 8 puta veći od debljine lima. Pomnožite debljinu lima sa 8 kako biste odabrali najbliži kalup. Na primjer, ploča debljine 1,5 mm zahtijeva kalup od 12 mm (1,5×8=12 mm). Ako se radi o ploči od 3,0 mm, potreban je kalup od 24,0 mm. (3,0×8=24,0). Ovaj omjer može pružiti najbolji izbor kuta, zbog čega ga mnogi ljudi nazivaju "najboljim izborom". Većina objavljenih grafikona savijanja također je usredotočena na ovu formulu.
Pravila odabira modela
Pravilo odabira za savijanje izradaka u obliku slova L je da nema pravila, može se koristiti gotovo svaka gornja matrica. Dakle, pri odabiru gornjih kalupa za skupinu izradaka, izratci u obliku slova L mogu se smatrati posljednjima, jer ih gotovo svaki gornji kalup može saviti. Prilikom savijanja ovih izratka u obliku slova L preporuča se korištenje gornjih kalupa koji mogu savijati i druge izratke. Kada kupujete kalupe, što manje to bolje. Ovo ne samo da se minimiziraju troškovi kalupa, već i da se smanji broj potrebnih oblika kalupa i da se smanji vrijeme ugradnje.


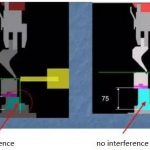
Kada je gornji dio obratka duži od donjeg dijela, potrebna je matrica s guščjim vratom. Kada je gornji dio obratka kraći od donjeg, bilo koja gornja matrica je u redu. Kada su gornji i donji dio obratka iste duljine, potrebna je gornja matrica pod oštrim kutom. Ukratko, pravilo odabira gornje matrice uglavnom ovisi o interferenciji izratka, gdje softver za simulaciju savijanja može igrati važnu ulogu. Ako korišteni sustav ne može simulirati situaciju savijanja, možete koristiti crtež s pozadinom mreže da ručno provjerite smetnje gornjeg obradaka kalupa, kao što je prikazano na donjoj slici.


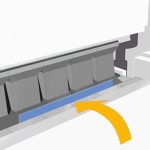
Nema kalupa za udubljenje
Gotovo svi tipični kalupi za strojeve za savijanje u obliku slova V ostavljaju neke tragove na izratku, jer se metal tijekom savijanja utiskuje u kalup. U većini slučajeva ocjene su male ili prihvatljive. Povećanje radijusa može smanjiti oznake. Ali ponekad su čak i najmanji tragovi neprihvatljivi, kao što su obojene ili polirane ploče prije savijanja. Najlonski umetci mogu se koristiti za uklanjanje udubljenja, kao što je prikazano na donjoj slici. Savijanje bez udubljenja posebno je važno za proizvedene dijelove zrakoplova ili zrakoplovstva jer je inspektorima teško pregledati dio golim okom i razlikovati ogrebotine i pukotine.

Povezani proizvodi
 Kako odabrati tonažu hidraulične preše kočnice
Kako odabrati tonažu hidraulične preše kočnice- WILA učinkovito rješenje za savijanje srednjih i debelih ploča
- Koristite vještine CNC stroja za savijanje
- Konvencionalni slijed savijanja i specifikacija za svakodnevnu upotrebu kalupa za savijanje
- Proračun sile savijanja prilikom slobodnog savijanja stroja za savijanje lima
- Od čega se izrađuju matrice za kočnice? Što je alat za kočnice?
- Koliko vrsta hidrauličnih preša kočnica
- Zašto dodati kompenzacijski sustav stroju za savijanje s kočnicom za prešanje
- Što je Press Brake Crowning
- Kako izračunati dopušteno savijanje za vaš press kočnicu