Prednost CNC hidrauličnog kočionog stroja

1. Jednostavan rad
CNC kočnica preše je vrlo jednostavna za rukovanje i manje je radno intenzivan stroj. Operater stoga može rukovati mnogim strojevima istovremeno. Ovim se strojevima može jednostavno upravljati dodirom, osjećajem i zvukom operatera. Osim toga, vrlo su jednostavni za korištenje i imaju vrlo moćan sustav upravljanja.
2. Fleksibilno programiranje
Fleksibilno programiranje CNC press kočnice omogućuje operateru upravljanje strojem na jednostavnom engleskom ili bilo kojem drugom prikladnom jeziku.

Različite vrste operacija koje se mogu izvesti također su dostupne kao opcije na izborniku. Nakon što je odabrana potrebna operacija, na ekranu se pojavljuje još jedan popis pitanja u vezi s vremenom ciklusa, materijalima, tlakovima i ostalim elementima koji se odnose na proizvodni proces. A nakon što operater unese odgovore u stroj, vrijednosti se prikazuju na ekranu za potvrdu prije pokretanja povezanog zadatka.
3. Moderni dizajn
CNC kočnica preše ima moderan dizajn koji operateru omogućuje jednostavno postavljanje redoslijeda zavoja. Također pomaže operateru da brzo proizvede potreban proizvod. Štoviše, operater više ne mora procjenjivati potrebnu količinu pritiska kako bi stvorio određeni stupanj savijanja. Čak i ostali čimbenici kao što su duljina prirubnice, vrsta materijala, količina debljine i stupanj savijanja mogu se izravno unijeti u CNC upravljačku jedinicu. Dio koji se proizvodi također se može vidjeti u 2D ili 3D gotovoj verziji. Osim toga, nakon što se prvi dio programira na stroju ili preko offline računala, manje vješt operater može lako izraditi i sljedeće dijelove.

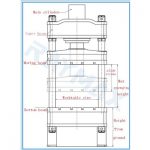
4. Na “C” pločama s obje strane su postavljene dvije linearne skale.
Pričvršćujemo ga na radni stol kako bismo eliminirali učinak otklona tijekom rada. Linearna skala će pregledati oba krajnja položaja ram (Y1, Y2) i poslati signal. Nakon pojačanja CNC pojačalom, signal će se vratiti na računalo. Tada će računalo kontrolirati količinu ulja koje će ući u cilindre. Dakle, paralelizam cilindra i radnog stola mogao se kontrolirati ispod ±0,01 mm.
5. Svestranost: Savijte bilo koju debljinu i vrstu materijala (unutar fizičkih granica kočnica), uključujući složene dijelove poput elektroničkog kućišta/držača.
6. DELEM sustav ima funkcije automatskog testiranja i samodijagnoze. Također, programiranje uključuje veličine ploče za savijanje, dimenzije radnog komada i odabir alata. Tada bi CNC sustav mogao automatski izračunati silu savijanja i položaj stražnjeg mjerača i cilindra. Također se može izračunati vremenski relej prodiranja i pritiskanja ovnova. Elektro-hidraulički proporcionalni ventil izvrsne kvalitete može osigurati sinkronizaciju oba cilindra kao i dobar kapacitet za rješavanje ekscentričnog opterećenja.

7. Stražnji mjerač prihvaća kotrljajući kuglični vijak i kotrljajuću vodilicu, tako da preciznost ponavljanja pozicioniranja osi X može doseći ±0,1 mm. Puni stroj ima sigurnosni štitnik i blokadu za zaštitu operatera od ozljeda.
8. Glavni klizni dijelovi kao što su cilindri, klipnjača, vodilica, svi su s obradom otpornosti na habanje.
9. CNC sustav će kontrolirati hod CNC hidraulične preše kočnice stroja ram i stražnji mjerač sve s dobrom preciznošću.
Nedostatak CNC stroja za hidraulične preše kočnice
1. Rukovanje materijalom: Poteškoće u rukovanju velikim listovima
2. Alat: potreban je donji i gornji alat
3. Duljina prirubnice mora se protezati preko matrice tijekom cijele operacije savijanja, ograničavajući veličinu prirubnice
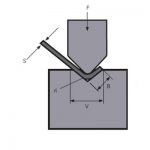
4. Povratak opruge: Na kraju savijanja dolazi do povrata opruge zbog oporavka elastične deformacije, kao što je prikazano na slici 1. Fenomen odskoka izravno utječe na točnost dimenzija obratka i mora se kontrolirati. Procesne mjere poduzete u tom smislu su: ① Metoda kompenzacije kuta. Ako je kut savijanja obratka 90 °, stroj za savijanje ispod utora (u obliku slova V) kut otvaranja može se odabrati 78 °.

Slika 1
Vrijeme stlačenja povećava se metodom korekcije. Izvršite korekciju tlaka na kraju savijanja kako biste produžili vrijeme kontakta gornje matrice, izratka i donjeg utora stroja za savijanje kako biste povećali stupanj plastične deformacije na zavoju donjeg utora, tako da vlakna imaju tendenciju odbijanja u zoni napetosti i kompresije suprotstavljene su jedna drugoj, čime se smanjuje povratna bomba.
Povezani proizvodi
 Princip rada i sastav CNC stroja za savijanje kočnica
Princip rada i sastav CNC stroja za savijanje kočnica- WILA učinkovito rješenje za savijanje srednjih i debelih ploča
- Kako odabrati tonažu hidraulične preše kočnice
- 10 najboljih kineskih proizvođača Power Press
- Kako odabrati odgovarajući CNC hidraulični stroj za kočnice
- 4 koraka za upoznavanje E21 sustav CNC savijača lima
- Što je Press Brake Crowning
- Kako rukovati strojem za giljotinsko striženje
- Održavanje hidrauličkog stroja za prešanje
- Pravila za siguran rad hidrauličnog stroja za prešanje