1. Različiti strukturni principi
Načela dizajna dvaju modela su različita, što rezultira različitim strukturama za osiguravanje sinkronizacije s obje strane klizača za savijanje. Stroj za savijanje torzijske osi koristi torzijsku os za spajanje lijeve i desne zakretne šipke kako bi se formirala torzijska os, prisiljavajući sinkronizacijski mehanizam da se pomiče gore i dolje po cilindrima s obje strane, tako da je stroj za savijanje sinkronizacije torzijske osi mehanička metoda prisilne sinkronizacije , a paralelnost klizača ne može se automatski provjeriti automatsko posredovanje.
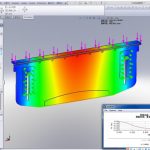
Elektrohidraulički sinkroni stroj za savijanje je za ugradnju magnetske (optičke) vage na klizač i zidnu ploču. Numerički upravljački sustav može analizirati sinkronizaciju obiju strana klizača putem povratne informacije magnetske (optičke) ljestvice u bilo kojem trenutku. Ako postoji greška, sustav numeričke kontrole će se prilagoditi kroz proporcionalni elektro-hidraulični servo ventil kako bi sinkronizirao hod na obje strane klizača. Numerički upravljački sustav, grupa hidrauličkih upravljačkih ventila i magnetska skala čine upravljanje zatvorenom petljom s povratnom spregom elektro-hidrauličkog stroja za sinkrono savijanje.

2. Preciznost
Paralelnost klizača određuje kut obratka. Sinkroni stroj za savijanje s torzijskom osi mehanički održava sinkronizaciju klizača, bez povratne informacije o grešci u stvarnom vremenu, a sam stroj ne može izvršiti automatska podešavanja. Osim toga, njegova je djelomična nosivost slaba (stroj za sinkrono savijanje s torzijskom osi koristi torzijsku os kako bi prisilio sinkronizacijski mehanizam da pomiče cilindre s obje strane gore i dolje. Ako će dugotrajno djelomično opterećenje uzrokovati deformaciju torzijske osi .), elektrohidraulički sinkroni stroj za savijanje je sustav kroz proporcionalni električni. Grupa ventila za tekućinu kontrolira sinkronizaciju klizača, a magnetska (optička) skala pruža povratnu informaciju o grešci u stvarnom vremenu. Ako postoji greška, sustav će se prilagoditi kroz proporcionalni ventil kako bi održao sinkronizaciju klizača.
3. Brzina
Dvije su točke u radu stroja koje određuju njegovu brzinu trčanja: (1) brzina klizača, (2) brzina stražnjeg mjerača, (3) korak savijanja.
Sinkroni stroj za savijanje s torzijskom osovinom koristi cilindar 6:1 ili 8:1, koji je spor, dok elektro-hidraulički sinkroni stroj za savijanje koristi cilindar 13:1 ili 15:1, koji je brz. Stoga su brzina brzog spuštanja i povratna brzina elektro-hidrauličkog sinkronog stroja za savijanje mnogo veće od torzijskog stroja za sinkrono savijanje.
Kada se klizač sinkronog stroja za savijanje torzijske osi pomiče prema dolje, iako brzina ima funkcije brzog dolje i usporavanja, brzine brzog spuštanja i povrata su samo 80 mm/s, a brzo i sporo prebacivanje nije glatko. Brzina kretanja stražnjeg mjerača je samo 100 mm/s.
Ako se radni komad treba savijati u više koraka, svaki proces sinkronog stroja za savijanje s torzijskom osovinom mora se postaviti zasebno, a proces obrade je vrlo težak. Međutim, elektro-hidraulički sinkroni stroj može postaviti i pohraniti proces svakog koraka putem računala, a može se raditi i kontinuirano, što uvelike poboljšava brzinu koraka savijanja i poboljšava radnu učinkovitost.
Kada se klizač elektro-hidrauličkog stroja za sinkrono savijanje spusti, brzina ima funkcije ubrzanog i usporavanja. Brzina spuštanja i vraćanja može doseći 200 mm/s, a brza i spora pretvorba je glatka, što može uvelike poboljšati učinkovitost proizvodnje. Istodobno, brzina trčanja stražnjeg mjerača doseže 300 mm/s.
4. Snaga
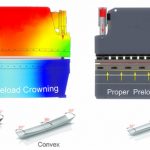
Zbog vlastite konstrukcije, torzijski sinkroni stroj za savijanje ne može se savijati pod ekscentričnim opterećenjem. Ako je duže vrijeme savijen pod ekscentričnim opterećenjem, to će uzrokovati deformaciju torzijske osovine. Elektrohidraulički sinkroni CNC stroj za savijanje nema takav problem. Osi Y1 i Y2 na lijevoj i desnoj strani rade neovisno, tako da se može savijati pod djelomičnim opterećenjem. Radna učinkovitost elektro-hidrauličkog sinkronog stroja za savijanje može biti ekvivalentna strojevima za sinkrono savijanje s dvije do tri torzijske osi.
Povezani proizvodi
 Princip rada i sastav CNC stroja za savijanje kočnica
Princip rada i sastav CNC stroja za savijanje kočnica- Zašto dodati kompenzacijski sustav stroju za savijanje s kočnicom za prešanje
- Usporedba i izbor presa kočnica CNC sustava
- 4 koraka za upoznavanje E21 sustav CNC savijača lima
- Kako napraviti kompenzaciju progiba za CNC savijač lima
- Najprodavanija hidraulička tlačna hidraulična radionica preša hidraulična preša ton hidraulična
- Kina 40 tona press kočnica
- Pravila za siguran rad hidrauličnog stroja za prešanje
- WILA učinkovito rješenje za savijanje srednjih i debelih ploča
- Uobičajeni mehanički kvarovi i održavanje strojeva za savijanje s kočnicom